A gigantic conveyor for surface ore mining
At the Erzberg in the city of Eisenerz in Styria, Austria, mining operator VA Erzberg GmbH produces about 2.7 million tonnes of fine ore per year from an extraction volume of roughly 11 million tonnes. That makes Erzberg the largest iron ore surface mine in central Europe. A fully automated fine ore storage facility has been operating there since 2014. One of its key components is a reclaimer supplied by SBM Mineral Processing, an Austrian specialist in processing technology. WEG’s subsidiary Watt Drive provided the drive technology for the numerous conveyors of this advanced bridge bucket-wheel reclaimer.
 Koenig")
SBM Mineral Processing (SBM), with headquarters in Oberweis (Austria), is part of the international MFL Group. SBM specialises in the development and production of concrete mixing plants as well as processing and conveying systems for the natural stone and recycling industries. Their Stationary Systems business area designs and builds high-performance solutions for the natural stone sector, the sand and gravel sector, building material recyclers and other industrial sectors. The application areas include crushing and processing of minerals, ores and coal, cost-effective transfer of processed bulk materials, and recycling of used building materials.
SBM’s new high-efficiency reclaimer is the core component of the fully automated Erzberg fine ore storage facility officially opened in 2014. The new reclaimer has significant advantages over the previous storage method of tipping fine ore from heavy-duty trucks and further transport by wheel loaders, including a distinct improvement in ore quality thanks to better mixing, lower cost due to elimination of a heavy-duty truck and a wheel loader, and substantial reduction of CO2 emissions by nearly 1,000 tonnes per year.
 |
| Figure 1: The rakes and bucket wheel remove material uniformly from the pile. (Source: SBM Mineral Processing) |
High availability is a key factor
The SBM reclaimer is specifically designed for the raw materials industry. With an overall width of about 65 m and a capacity of 1,100 t/h, it is a true giant in the processing technology world. Designed to operate reliably over a temperature range of -30C° to +40C°, it shrugs off extreme conditions such as snow, ice and high temperatures. Another special feature is the high storage capacity of 35,000 m³ per pile, with two piles handled simultaneously in a dynamic process. The first pile contains processed material with a particle size of 0 to 8 mm and is built up layer by layer using a reversible distribution belt. The second pile is processed by the reclaimer using a bucket wheel with a diameter of 9 m, which removes material automatically or semi-automatically and transports it to the railcar loading station over conveyor belts.
Reliable operation of the complex conveyor systems is crucial for reclaimer productivity. Failure of one or more conveyor belts can lead to total production stoppage in the worst case, with costly consequences. Ruggedness, low maintenance and reliable operation are therefore key requirements for the geared motors of the drive systems. In the harsh environment of surface mining, they must be able to withstand high dust loads as well as temperature swings and high humidity.
 |
| Figure 2: The inclined conveyor belt with Watt Drive technology transports the bulk material to the reversible belt, which deposits the bunker material. (Source: Watt Drive) |
Marcus Altenreiter, Maintenance Manager at VA Erzberg, comments: “We already had good experience with gear units from Watt Drive in our processing plants. A significant success factor for the reclaimer project was that we could put this experience to good use in the layout and dimensioning of the new unit, and Watt Drive did a very good job of implementing our proposals.”
Geared motors do the heavy work
The geared motors from Watt Drive, which are assembled from gear units produced in Markt Piesting (Austria) and motors from parent company WEG, are used for all relevant drive units of the reclaimer.
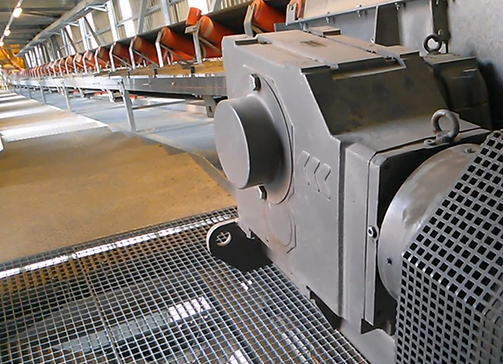
First the material from the Erzberg is excavated, crushed and processed. Then it is transported from an interim storage bunker by a belt conveyor. The conveyor, powered by a swing base drive consisting of a helical bevel gear unit with a rated torque of 26,000 Nm and a 37 kW motor elastically coupled to the gear unit, transports the crushed ore from the bunker to the inclined belt conveyor (see Figure 2). The latter is powered by a second swing base drive consisting of a helical bevel gear unit with a rated torque of 8,080 Nm and a 55 kW induction motor with backstop, and it transports the bulk material to a reversible belt that deposits the bunker material.
 |
| Figure 3: This conveyor belt deposits the bunker material. (Source: Watt Drive) |
This reversible belt (see Figure 3), driven by four helical bevel geared motors with rated power of 11 kW each, integrated brakes and rated torque of 1,992 Nm, ensures optimal mixing of the processed material by building up the pile in layers. To enable uniform pile deposition, the reversible belt conveyor is also equipped with a travelling mechanism for horizontal motion. The travelling mechanism consists of four helical bevel geared motors with shrink discs, brakes and forced ventilation with a rated torque of 1,786 Nm and rated power of 1.1 kW.
Dual pile processing
The reclaimer builds up one pile while simultaneously removing material from the other pile. This is where the large bucket wheel comes into play (see Figure 1). It is driven by a 75 kW helical bevel geared motor with a disc brake and elastic coupling, with a rated torque of 22,240 Nm. The bucket wheel, which can also move horizontally, picks up the deposited material and transports it to the railcar loading station over several conveyor belts. To allow the wheel to operate in both directions, the nine buckets can be rotated semi-automatically to face in the appropriate direction. To ensure uniform material removal from the pile, a rake is attached to each end of the bucket wheel shaft.
 |
| Figure 4: The reclaimer carriage has 24 wheels, of which 12are driven by Watt Drive geared motors. (Source: Watt Drive) |
A ring chute mounted on the bucket wheel carriage transfers the material to the bridge belt (see Figure 5), which runs alongside the pile and transports the material to the long conveyor belt. The bridge is mounted on two portals. The fixed bearing is located at the lateral pile belt end, and the floating bearing is located at the opposite free end. The floating bearing accommodates temperature-induced expansion and contraction. Each portal rests on twelve carriage wheels. Half of these are driven by helical bevel geared motors with brakes, forced ventilations and protection caps (see Figure 4). The geared motors produce a torque of 5,100 Nm with a 5.5 kW motor and are configured for operation in harsh environments, including condensation drain holes and IP66-rated enclosed brakes.
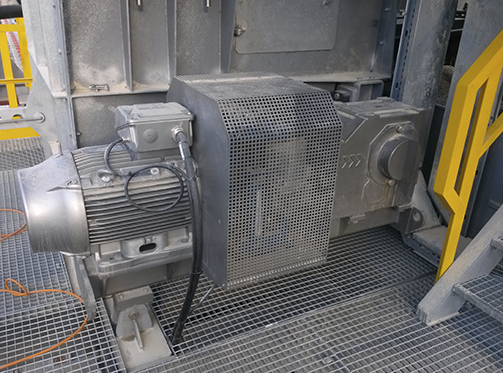 |
| Figure 5: This swing base drive moves the bridge belt. (Source: Watt Drive) |
Finally, the long conveyor (see Figure 6) transports the bulk material from the bridge belt to the railcar loading station for shipping. This belt is driven by a helical bevel geared motor (swing base drive with hydraulic coupling) with a rated torque of 6,611 Nm and a 45 kW motor, along with two auxiliary drives with a rated torque of 1,362 Nm and a 7.5 kW motor.
One-stop shopping
Watt Drive supplied all of the drive technology for the Erzberg reclaimer. The size of the project and the diversity of the conveying tasks required precise layout of the individual geared motors and effective project management. The harsh environment of the surface mine makes distinct demands on the drives, which is one reason why SBM opted for geared motors from Watt Drive.
 |
| Figure 6: The long conveyor belt transports the bulk material from the bridge belt to the railcar loading station. (Source: Watt Drive) |
Erwin Schneller, Managing Director at SBM, comments: “The key criteria for drive selection were the least possible maintenance expenditure, ruggedness and long life. From past experience we knew about the high reliability and quality of Watt Drive’s geared motors. They make a strong contribution to the high reliability of our reclaimer. VA Erzberg in turn benefits from this in the form of productivity and long-term cost effectiveness.”